
- Úvod
- Odborné články
- Snižování výrobních nákladů pomocí analýzy vstřikovacího procesu
Snižování výrobních nákladů pomocí analýzy vstřikovacího procesu

Největší část nákladů na realizaci nového výrobku je fixován ve vývojové fázi a přípravě výroby. Tato část může tvořit až 70% celkových nákladů. Zvláště u vstřikování dílů, kde se většinou jedná o velké výrobní série a nákladné jednoúčelové nástroje, může důsledná příprava výroby vést k výrazným úsporám. SMARTPLAST sro nabízí účinné softwarové nástroje pro analýzu designu vstřikování dílu, vstřikovací formy i vstřikovacího procesu. Část z nich je představena v tomto příspěvku.
1. Úvod
Cena vstřikovaného dílu je z největší části dána sumou těchto cen: cenou vstřikovací formy, cenou plastu, hmotností výstřiku včetně vtoků a délkou vstřikovacího cyklu. Výše těchto cen je zejména ovlivněna ve fázi designu plastového dílce, konstrukcí vstřikovací formy a technologické přípravy výroby, tj. nastavením technologických podmínek vstřikovacího procesu. Ve vývoji je fixováno až 70% celkových nákladů na výrobu, přičemž vývojová fáze představuje zhruba 5% výrobních nákladů. To je rozhodně důvod, proč věnovat vývojové fázi velkou pozornost. Protože s částkou odpovídající 5% výrobních nákladů můžeme ušetřit desítky procent celkových výrobních nákladů.(Obr. 1) Tímto se dostáváme k požadavku krizových rozpočtů: Extrémnímu stlačení výrobních nákladů, které ale nutně nemusí vést ke snížení rentability. Cílem společnosti SMARTPLAST s.r.o. je pomoc při vývoji vstřikovaných plastových dílů, nástrojů a nastavení vstřikovacích parametrů tak, aby byla dosažena co nejvyšší úspora výrobních nákladů.
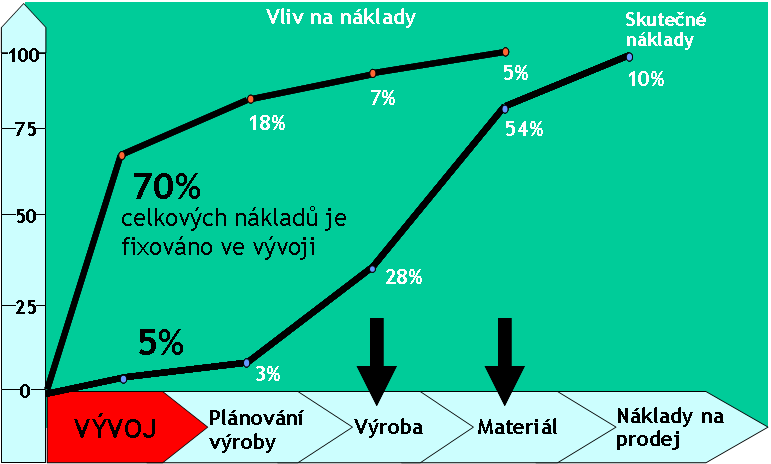 |
| Obr. 1: Podíl nákladů na vývoj, výrobu a prodej nového výrobku, vliv na tyto náklady |
2. Analýza designu dílu
Snížení výrobních nákladů ve fázi přípravy výroby můžeme ukázat na jednoduchém příkladu tělesa filtru vstřikovaného z PP plněného 20% skleněných vláken do čtyřnásobné vstřikovací formy. Pro analýzu vstřikovacího procesu byl použit Autodesk Moldflow Adviser Design 2010. Analýza na obr. 2 ukazuje isochory pro čas chlazení na teplotu vyhození dílu z formy. Pro cca 90% objemu dílu je čas chlazení nižší než 20s. Tato skutečnost musí nutně vést k úpravě designu dílu, abychom snížili čas chlazení.
 |
| Obr. 2: Čas chlazení na teplotu vyhození dílu z formy 28,7s (původní design dílu) |
3. Úprava designu dílu
 |
| Obr. 3: Úprava designu tělesa filtru |
Úprava designu tělesa filtru spočívá v redukci tlouštěk stěn žeber a příruby. Aby byla zachována tuhost tělesa je masa materiálu příruby nahrazena výztužnými žebry a upravena výška radiálních žeber. (obr. 3)
 |
| Obr. 4: chlazení na teplotu vyhození dílu z formy 20s (po úpravě designu dílu) Po této úpravě designu se čas chlazení na vyhazovací teplotu snížil o 30%. |
3. Chlazení nástroje
 |
| Obr. 5: Použití chladících věží mezi žebry sníží čas chlazení na 16,5s Jestliže ve formě použijeme intenzívní chlazení pomocí chladících věží v každé kapse dílu tvořené radiálními žebry, zredukujeme čas chlazení o dalších 15% |
3. Mechanické vlastnosti dilu
Těleso filtru musí být pro svou funkci testováno na vnitřní přetlak 1bar. Tento test byl proveden pomocí sw Autodesk Algor Simulation 2010. Těleso bylo ukotveno přírubou s otvorem (zelené šipky) a zatíženo vnitřním přetlakem 1 bar (červené šipky a fialové plochy) viz obr.6. Výsledek strukturální analýzy ukázal, že deformace tělesa vlivem vnitřního přetlaku je o 50% nižší po úpravě designu oproti původnímu stavu. Zároveň je důležité poznamenat, že po úpravě designu se snížila hmotnost dílu o 2%, což se projeví na spotřebě materiálu ve výrobě.
 |
| Obr. 6: Zatížení tělesa vnitřním přetlakem 1bar |
 |
| Obr. 7: Maximální deformace tělesa filtru se snížila o z 0,16mm na 0,08mm, tj. o 50%. |
6. Závěr
Po úpravě designu tělesa filtru bylo dosaženo snížení času vstřikovacího cyklu o více než 30%, snížení hmotnosti dílu o 2%. Jestliže je hmotnost výstřiku 0,1 kg včetně vtoků, vstřikovací forma je čtyřnásobná a uvažujeme výrobní sérii 500 000 ks, cenu za kg polymeru 2,50€ a cenu vstřikovací formy 60 000,00€, pak dojdeme k úspoře 0,03€ na jeden díl. Jestliže úsporu vztáhneme na celou výrobní sérii 500 000 ks, pak dojdeme k uspořené částce 15 789,00€.
Petr Halaška, SMARTPLAST s.r.o., Zlín, ČR
E-mail: halaska@smartplast.cz
- autor:
- Petr Halaška
-

SMARTPLAST s.r.o.
Analýzy vstřikování plastů, technologický design plastových dílů, simulace vstřikování plastů, Moldflow, inženýrské a projekční služby, prototypování, optimalizace procesu vstřikování plastů.
- www.smartplast.cz
- B. Němcové 351, Zlín
Mohlo by vás také zajímat
-

ALFA CHROM servis s.r.o.: Váš partner pro opravy a úpravy forem a strojních součástí
- 17.04.2024
- Vstřikovací formy
- Servis vstřikovacích forem
V roce 1991 byla založena společnost ALFA CHROM servis s.r.o., která poskytuje špičkové služby v oblasti galvanického pokovování. Začínali jsme s tvrdými chromovými povlaky na formách a strojních součástech, ale postupem času jsme zjistili, že naše dovednosti a technologické znalosti mohou sloužit...
-

Rozšíření portfolia PANAS Tools s.r.o. o ráže TRUTHREAD
- 12.02.2024
- Vstřikovací formy
- Servis vstřikovacích forem
Společnost PANAS Tools s.r.o. zahájila novou spolupráci se světoznámým výrobcem kalibrů TRUTHREAD, který díky svým více než 40letým zkušenostem na trhu nabízí výrobu a dodávky nejširšího sortimentu závitových a hladkých...
-

Novinky ze světa průmyslové chemie od společnosti Spectra
- 18.12.2023
- Vstřikovací formy
- Servis vstřikovacích forem
Nabídka průmyslové chemie od české společnosti Spectra se rozšířila o několik užitečných novinek, které vám představíme právě v tomto...
-

AS LASER WELDING – konstrukce vyfukovacích a vstřikovacích forem s pomocí CAD řešení Cimatron
S nadsázkou se označujeme jako „partner inovátorů“, protože pomáháme firmám s rychlým a efektivním vývojem, říká Marek Musil prokurista společnosti AS LASER WELDINGs.r.o. Přečtěte si rozhovor o úspěšné spolupráci společnosti AS LASER WELDING s.r.o. se společností technology-support s.r.o.,...

-

ALFA CHROM servis investuje do budoucnosti: rozšířené výrobní prostory a nové jeřáby Demag
- 15.02.2023
- Vstřikovací formy
- Servis vstřikovacích forem
„Jeřáby Demag jsou naší investicí do budoucnosti,“ říká Aleš Koutný, jednatel firmy ALFA CHROM servis. Společnost ALFA CHROM servis, která se věnuje zejména opravám forem pro automobilový průmysl, rozšířila během uplynulého roku své výrobní prostory na dvojnásobek a vybavila je dvojicí nových...
-

Mikron MILL P900: Ideální řešení pro nástrojárny a výrobce precizních dílů
- 13.02.2023
- Vstřikovací formy
- Nástrojárna
- Vstřikovací formy
Společnost GF Machining Solutions patří mezi špičkové dodavatele obráběcích strojů a řešení pro automatizaci. Zaměřuje se na výrobce forem, nástrojů a dodavatelů přesných dílů. Do své nabídky proto zařadila Mikron MILL P 900 s portálovým rámem z minerálního betonu, který vám zajistí perfektní...
-

technology-support: Konstrukce forem s pomocí CAD/CAM Cimatron ve firmě Juraj Pittner
- 05.10.2022
- Vstřikovací formy
- Rozhovory
- Vstřikovací formy
Pan Juraj Pittner se pohybuje ve světě vstřikovacích forem již 20 let a od roku 2011 má vlastní konstrukční kancelář. Před tím řadu let působil jako technolog a konstruktér v německé firmě Meinecke Formenbau GmbH. Pro svou práci využívá CAD/CAM řešení Cimatron, které je určené především do...

-

Pokročilá řešení horkých vtoků zvyšují flexibilitu a udržitelnost vstřikování
- 12.09.2022
- Vstřikovací formy
- Horké vtoky
- Vstřikovací formy
Na veletrhu K 2022, který se bude konat od 19. do 26. října v Düsseldorfu, se společnost Oerlikon HRSflow zaměří na rozsáhlou řadu horkých vtoků přizpůsobených malým hmotnostem výstřiků a na novou řadu trysek Xp pro použití v tenkostěnném...
-

Oerlikon HRSflow: Pokročilé rozhraní člověk-stroj činí ovládání horkých vtoků snazší a flexibilnější
- 04.07.2022
- Vstřikovací formy
- Horké vtoky
- Vstřikovací formy
Společnost Oerlikon HRSflow důkladně přepracovala software řídicí jednotky svých systémů horkých vtoků FLEXflow. Aktualizované rozhraní HMI (Human Machine Interface) 4.0 nyní umožňuje ještě intuitivnější a pohodlnější ovládání. Lze integrovat systémy s různými typy trysek a pro každou formu lze...
-

Laserové čištění forem od společnosti Narran s.r.o.
Laserové čištění forem zahrnuje širokou škálu aplikací, včetně lisovacích forem, forem na pneumatiky, pečicích forem, vstřikovacích forem a dalších. Laserové řešení navíc umožňuje čištění forem bez nutnosti demontáže a přesunu...



Plastikářský slovník
