

- ŕvod
- Odbornť ŤlŠnky
- Horkť trysky Thermoplay (ŤŠst 2.)
Horkť trysky Thermoplay (ŤŠst 2.)

ZŠkladnŪ ķloha systťmý horkżch trysek je pÝivŠdžt roztavenż, tedy ěivż materiŠl, co nejblŪěe k vżlisku a tŪm zkracovat cyklus, sniěovat spotÝebu materiŠlu a zvedat kvalitu vżlisku. Aby bylo tohoto dosaěeno, je nutnť mŪt instalovanż dostateŤnż tepelnż vżkon, kterż postaŤŪ k roztavenŪ zbytkovťho ztuhnutťho plastu pÝi nŠbžhu formy, a kterż je schopen pruěnž kompenzovat ztrŠtu tepla ze systťmu.
Rozdíl mezi tryskou Ýad F a tryskou Ýady D
Tryska typu F
Tato tryska má dvouvrstvou architekturu s izolaŤními body v kritických místech. VnitÝní tžlo je vyrobeno z kvalitní oceli s vynikající tepelnou vodivostí. Tato kvalitní jádro umoěÚuje velmi rovnomžrné rozloěení tepla po celé délce trysky s minimálním návinem topného drátu. Ocelové tžlo je vloěeno do hlaviŤky z oceli se vzduchovou izolaŤní dutinou s vynikajícími izolaŤními a mechanickými vlastnostmi. Díky tomu je minimalizován odvod tepla pÝes stÝedící a dosedací plochu hlaviŤky, která drěí jak axiální, tak i laterální tlaky systému. Odvod tepla pÝes hlaviŤku do zástavbové desky je moěné dále sníěit pomocí titanových usazovacích krouěký. Tato varianta je pro nžkteré typy materiálý dokonce nutná.
Na druhé stranž je do tžla trysky našroubovaná špiŤka. ŠpiŤka je koncipovaná jako dvou komponentní. VnitÝní Ťást, kterou protéká plast, musí mít vynikající vedení tepla tak, aby se zabránilo zamrzání plastového materiálu ve vstÝikovacím otvoru. Naopak dotyk špiŤky, tzn. její tžsnící prýmžr je vyrábžn z titanu, aby se zmenšil odvod tepla proudžním. Jedná se o pÝestup tepla na rozhraní tžsnícího prýmžru do sedla trysky, tedy do desky formy. Takto vnesené teplo dokáěe i pÝes velmi kvalitní izolaci nakumulovat do desky v okolí vstÝikovacího otvoru tolik vneseného tepla, ěe plastový výlisek mýěe být teplotnž degradován.
Aby se pÝedešlo kumulaci tepla v této oblasti, zaÝadila firma Thermoplay do své standardní nabídky chlazená pouzdra. Vloěením tohoto kaleného pouzdra do formy se zajistí pravidelný a rovnomžrný odvod tepla z oblasti špiŤky trysky a zamezí se kumulaci tepla v oblasti vstÝikovacího otvoru. Díky tomu je homogenní rozloěení tepla v trysce a jejím nejbliěším okolí a zamezuje se teplotním výkyvým, díky Ťemuě je moěné dosahovat stabilnžjšího vstÝikovacího procesu a kratšího cyklového Ťasu. ZároveÚ se tím eliminuje povžra „malý vstÝikovací bod = malý zýstatek po vtoku“.
Velmi zajímavá se v technické praxi ukázala také moěnost vyjiskÝit okolo tžsnící Ťásti izolaŤní thermal cut. »esky je tato moěnost romanticky nazývána pro svýj tvar „izolaŤní cimbuÝí“ Tato moěnost je obecnž doporuŤována pro vstÝikování kritických materiálý, ale rozhodnž napomýěe dosáhnout stabilnžjší vstÝikovací proces bez výkyvý teplot pÝi pouěití pro jakýkoliv materiál.
TÝetí varianta, jak zrovnomžrnit homogenitu tepelného pole na špiŤce, je vloěení speciální vloěky pro rychlou zmžnu barvy. Technická praxe ukázala, ěe toto sekundární nasazení (primárnž byla tato vloěka vyvíjena za jiným úŤelem), dokáěe vyÝešit problémy zamrzání, nebo naopak tahání vlasý ve vstÝikovacím otvoru. Tato varianta se ovšem pouěívá pouze jako nouzová varianta pro jiě hotové formy, kde nelze vloěit ani chladící pouzdro, nebo dodžlat „izolaŤní cimbuÝí." Tuto variantu rozhodnž nelze doporuŤit jako primární volbu pro Ýešení problému, jiě z dývodu moěného abrazivního opotÝebení vloěky. Praxí byla ovžÝena ěivotnost této vloěky pro plnžné materiály nepÝesahující cca 500.000 zdvihý. Pro standardní neplnžné materiály je tato vloěka bez omezení ěivotnosti.
|
 Tžsnící oblast špiŤky musí být navíc mechanicky velmi odolná. Sedlo trysky pro tuto Ťást je sice standardnž pÝedepisováno jako broušené, ale fyzicky se velmi Ťasto pouze vyjiskÝí. V tu chvíli dochází pÝi natápžní a chládnutí trysky k jejímu pohybu nahoru a dolý a vyjiskÝená plocha pýsobí jako perfektní pilník (1). Na tžsnícím prýmžru se zaŤínají objevovat svislé rýhy, pÝes které unikají plynné molekuly plastového materiálu. V tu chvíli dochází ke dvžma jevým. První z nich je bžěnž pozorovaná sedimentace plastového materiálu na tžle trysky a na rozvodném bloku. Díky tomu se hmota horkého systému zaŤíná blíěit vlastnostmi smžrem k Ťernému tžlesu, dochází k rozkolísání teplot na horkém systému a tím i k znaŤnému ovlivÚování stability vstÝikovacího procesu.
Tžsnící oblast špiŤky musí být navíc mechanicky velmi odolná. Sedlo trysky pro tuto Ťást je sice standardnž pÝedepisováno jako broušené, ale fyzicky se velmi Ťasto pouze vyjiskÝí. V tu chvíli dochází pÝi natápžní a chládnutí trysky k jejímu pohybu nahoru a dolý a vyjiskÝená plocha pýsobí jako perfektní pilník (1). Na tžsnícím prýmžru se zaŤínají objevovat svislé rýhy, pÝes které unikají plynné molekuly plastového materiálu. V tu chvíli dochází ke dvžma jevým. První z nich je bžěnž pozorovaná sedimentace plastového materiálu na tžle trysky a na rozvodném bloku. Díky tomu se hmota horkého systému zaŤíná blíěit vlastnostmi smžrem k Ťernému tžlesu, dochází k rozkolísání teplot na horkém systému a tím i k znaŤnému ovlivÚování stability vstÝikovacího procesu.Druhá vžc, která se zaŤne u takto poškozené trysky projevovat je mikrokavitace na odvrácené stranž tžsnící plochy. Unikající plyn, strhávající ŤásteŤky plastu je na stranž pÝedkomýrky pod tlakem. Pod tlakem je i pÝi unikání pÝes tžsnící plochu. Jakmile se dostane do volného prostoru, na druhé stranž tžsnící plochy, dojde k extrémnž rychlé expanzi plyný a ta, spolu s agresivními ŤásteŤkami plastového materiálu zapÝíŤiní mikro kavitaci, která rozšiÝuje vzniklé svislé poškození. Proto jsou pozorovány trychtýÝovité rozšíÝení na horní stranž svislé Ťáry poškození. Tímto samozÝejmž dochází k urychlení degradace tžsnící plochy a je nutné jak vymžnit špiŤku, tak opravit poškozené sedlo tžsnícího prýmžru trysky.
Návin topení je kvýli dilataŤní spáÝe potÝebné pro funkci nabalovacího efektu nutno realizovat jinak. Odvedení topného drátu z Ťásti od špiŤky je podíl dilataŤní spáry. Topný drát je navinutý hustžji u zaŤátku trysky – tzn. u její hlavy, pak se návin rozvolÚuje, aby se zbyteŤnž nepÝehÝívala stÝední Ťást trysky, a opžt se zahušĚuje u spodní Ťásti trysky u špiŤky. Zde je nutné nejen vytopit špiŤku, která je z principu mimo návin topení, ale navíc je nutné eliminovat tepelné ztráty zpýsobené pÝestupem tepla pÝes dotyk tžsnící plochy špiŤky.
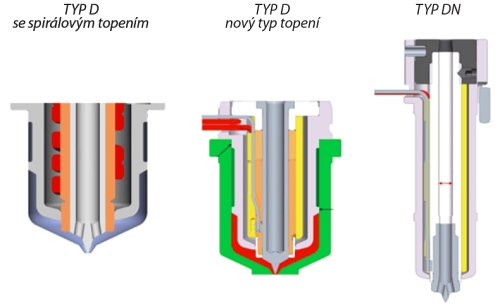
Tryska typu D
 Tento typ trysky (2) je specifická tÝívrstvou architekturou. K dvžma vrstvám, stejnž jako u trysky typu F, se navíc pÝidává plášĚ, který kryje celé topení od špiŤky, aě k hlaviŤce. HlaviŤka trysky prodžlala bžhem vývoje tohoto typu trysky konstrukŤní zmžny a celá hlava trysky byla zvýšena. Tím se dosáhlo nejen lepší moěnosti poskládat kabely do prostoru mezi hlavami trysek a tím zlevnit konstrukci formy, ale navíc bylo umoěnžno vyrobit kryt trysky se dvžma tžsnícími Ťleny, pro vyšší bezpeŤnost provozu. Díky tÝívrstvé architektuÝe bylo dosaěeno niěších provozních pÝíkoný na trysce a omezeny ztráty tepla jak vedení a proudžním, tak i sáláním. Tento typ trysky (2) je specifická tÝívrstvou architekturou. K dvžma vrstvám, stejnž jako u trysky typu F, se navíc pÝidává plášĚ, který kryje celé topení od špiŤky, aě k hlaviŤce. HlaviŤka trysky prodžlala bžhem vývoje tohoto typu trysky konstrukŤní zmžny a celá hlava trysky byla zvýšena. Tím se dosáhlo nejen lepší moěnosti poskládat kabely do prostoru mezi hlavami trysek a tím zlevnit konstrukci formy, ale navíc bylo umoěnžno vyrobit kryt trysky se dvžma tžsnícími Ťleny, pro vyšší bezpeŤnost provozu. Díky tÝívrstvé architektuÝe bylo dosaěeno niěších provozních pÝíkoný na trysce a omezeny ztráty tepla jak vedení a proudžním, tak i sáláním. |
Srovnání trysek
Jak je vidžt, obž varianty mají spoleŤné rovnomžrný rozvod tepla po celé délce trysky, jednoduchou údrěbu a perfektní vymžnitelnost špiŤek, topení a Ťidel.
 |
Trysky Ýady F mají minimalizovaný zýstatek plastu v pÝedkomýrce, jsou vhodné na pouěití do HotHalfu koncipovaného na výmžnu náhradních dílý na stroji.
Trysky Ýady D mají jednodušší a levnžjší zástavbu, niěší provozní pÝíkony a dvojí tžsnžní proti úniku plastu do prostoru rozvodné desky. Jsou vhodné pro vícedutinové formy s velmi tžsnž rozloěenými dutinami. Díky plastové izolaŤní ŤepiŤce se zmenšuje tepelné ovlivnžní plastového dílu. PÝíkon trysky zýstává opticky na stejných hodnotách, z dývodu rychlého nábžhu systému do provozní teploty. PÝíkon je nutný pro rychlé natopení systému a roztavení zbytkového plastu v prostoru horkého systému po odstavení.
1. Ťást Ťlánku ZDE »
- autor:
- Ing. Jan Svoboda
-

JAN SVOBODA s.r.o.
KomplexnŪ dodŠvky polotovarý pro formy na plasty, nŠstroje na lisovŠnŪ plastý a lehkżch kový, obrŠbžcŪ nŠstroje, temperaŤnŪ zaÝŪzenŪ, regulŠtory teploty.
- www.jansvoboda.cz
- BÝezinova 25, Brno
Mohlo by vŠs takť zajŪmat
-

EfektivnŪ pÝenos energie pomocŪ infraŤervenżch zŠÝiŤý od Excelitas Noblelight GmbH
- 19.04.2024
- Stroje, pÝŪstroje a zaÝŪzenŪ
- Povrchovť ķpravy
PÝestÝiky na plastovżch komponentech naruöujŪ dalöŪ zpracovŠnŪ. Pokud se pÝestÝikem na plastovżch komponentech nelze vyhnout, musŪ se jednoduöe a opakovanž odstranit. Na vżstavž Fakuma ve Friedrichshafenu spoleŤnost Heraeus Noblelight ukŠzala moěnosti, kterť nabŪzejŪ modernŪ infraŤervenť systťmy...
-

ALFA CHROM servis s.r.o.: VŠö partner pro opravy a ķpravy forem a strojnŪch souŤŠstŪ
- 17.04.2024
- VstÝikovacŪ formy
- Servis vstÝikovacŪch forem
V roce 1991 byla zaloěena spoleŤnost ALFA CHROM servis s.r.o., kterŠ poskytuje öpiŤkovť sluěby v oblasti galvanickťho pokovovŠnŪ. ZaŤŪnali jsme s tvrdżmi chromovżmi povlaky na formŠch a strojnŪch souŤŠstech, ale postupem Ťasu jsme zjistili, ěe naöe dovednosti a technologickť znalosti mohou slouěit...
-

WITTMANN Competence Days 2024 - éijeme vstÝikovŠnŪm.
Ve dnech 19. a 20. Ťervna tohoto roku VŠs skupina WITTMANN zve na svť Competence Days 2024 ve VŪdni v MARX HALLE. Pod heslem "éijeme vstÝikovŠnŪm" nabŪdnou hostým odbornť pÝednŠöky se zamžÝenŪm na digitalizaci a zajŪmavť...
-

RadiaŤnž zesŪtžnť plasty mŪsto kovu
LevnŠ a jednoduchŠ vżroba robustnŪch komponentý. Vysokoenergetickť zŠÝenŪ mýěe zlepöit mechanickť, tepelnť, chemickť a tribologickť vlastnosti plastý do tť mŪry, ěe mohou v nžkterżch aplikacŪch nahradit...

-

motan Group: BezpeŤnť, stabilnŪ a Ťistť vżrobnŪ procesy
Skupina motan Group zavŠdŪ speciŠlnŪ produkty MED, kterť podporujŪ shodu s regulaŤnŪmi poěadavky.Zdravotnickť vżrobky jsou navrěeny pro velmi dlouhou stabilitu a kontinuitu. Trh zdravotnickť techniky je povaěovŠn za stabilnŪ a odolnż výŤi...
-

Odevzdejte starŠ plastovŠ okna na sbžrnżch mŪstech LB Plast s.r.o.
Jak se zbavit starżch plastovżch oken? SpoleŤnost LB Plast s.r.o. se rozhodla tento vžŤnż problťm Ýeöit pÝi rekonstrukcŪch a modernizacŪch budov ve spoluprŠci se svżm partnerem Zbernť suroviny éilina a.s. a dalöŪmi firmami provozujŪcŪmi sbžrnť...
-

Prozkoumejte ÝeöenŪ pohoný od Mitsubishi Electric s energetickou ķŤinnostŪ
- 05.04.2024
- Stroje, pÝŪstroje a zaÝŪzenŪ
- Automatizace
V kaědťm prýmyslovťm odvžtvŪ se dnes ķspora elektrickť energie stŠvŠ nžŤŪm naprosto nezbytnżm. NenŪ to ovlivnžno jen rostoucŪmi cenami energiŪ a mžnŪcŪmi se pÝedpisy, ale takť rostoucŪmi oŤekŠvŠnŪmi zŠkaznŪký, kteÝŪ stŠle vŪce preferujŪ spoleŤnosti, kterť fungujŪ öetrnž k ěivotnŪmu...


-

SpoleŤnost Sumitomo (SHI) Demag zve zŠkaznŪky na svou roadshow ve 14 zemŪch svžta
- 03.04.2024
- Stroje, pÝŪstroje a zaÝŪzenŪ
- Vżvoj vżrobký
Dvacetimetrovż pojŪzdnż vżstavnŪ prostor obsahujŪcŪ vöechny nejnovžjöŪ technologie vstÝikovŠnŪ plastý a prostÝedky pro ķsporu Ťasu, kterť slibujŪ zpracovatelým plastý nejrychlejöŪ cestu ke zvżöenŪ produktivity a vyööŪm provoznŪm...
-

2 miliardy nŠpojovżch obalý sebranżch SlovŠky od spuötžnŪ systťmu
- 01.04.2024
- Plastovť obaly
- Recyklovanť plasty
SlovŠci jsou lŪdry v oblasti zŠlohovŠnŪ nŠpojovżch obalý. Od spuötžnŪ zŠlohovťho systťmu byly vybrŠny tťmžÝ dvž miliardy obalý. Konkrťtnž se jednŠ o vŪce neě 1,8 miliardy obalý, z nichě 57 procent tvoÝŪ plastovť lahve a 43 procent nŠpojovť...
-

Sestavte si ideŠlnŪ ovinovacŪ stroj s PP-983 s PENTA - servis spol. s r.o.
- 29.03.2024
- Stroje, pÝŪstroje a zaÝŪzenŪ
- BalenŪ
V dneönŪm dynamickťm obchodnŪm svžtž, kde je Ťas doslova penžzi, hledajŪ firmy nejefektivnžjöŪ a nejpÝizpýsobivžjöŪ zpýsoby, jak zabezpeŤit a expedovat svť produkty. Poloautomatickť ovinovacŪ stroje PP-983 pÝedstavujŪ revoluŤnŪ ÝeöenŪ pro ty, kteÝŪ poěadujŪ flexibilitu, rychlost a efektivitu v...

PlastikŠÝskż slovnŪk
