

- Úvod
- Odborné články
- Konference Formy 2013
Konference Formy 2013

Cílem konference bylo poskytnout odborné informace tak, aby se technikům otevřela cesta k rychlejšímu návrhu a výrobě forem, pomocí moderních technologií, které dokáží zkracovat časy a náklady na výrobu. Jedním z témat byl vstup ceny formy do výlisku a to, jak se cena na formě promítá do ceny výlisku, zvláště pak v korelaci s následnou cenou údržby, kterou přednášel Ing. Jan Svoboda. Nepříliš velkým překvapením bylo, že ušetřená cena na vstupu do formy se velmi nepříznivě projevila do ceny údržby a následně i do celkové ceny výlisku.
CalcMaster – moderní přístup k plánování výroby
CalcMaster je jednoduchý systém, který pomáhá hledat optimum, mezi cenovými variantami. Díky možnostem přizpůsobení umožňuje zachovat know-how zkušených technických pracovníků, pro další kalkulace prováděné novou generací techniků. Vhodnou, anebo naopak nevhodnou volbou parametrů pro optimalizaci lze snížit cenu výlisku, snížit cenu údržby, a/nebo snížit cenu formy. Velmi často ovšem stojí tyto parametry protisobě.Na začátku výpočtu je potřeba si vždy uvědomit, který parametr chce zadavatel optimalizovat. Málokdo si totiž uvědomuje, že optimalizovat lze pouze jeden parametr.
Optimalizuje se vždy jen jeden parametr
Velmi pěkný příklad z praxe, který všichni známe, jsou zimní pneumatiky. Od letošního roku je povinnost výrobců opatřovat pneumatiky takzvaným „energetickým štítkem“. Jak je vidět z parametrů na štítku, je možné optimalizovat buď spotřebu, nebo bezpečnost. Uvedené požadavky jsou v kontradikci, tj.vzájemně se vylučují. Je možné dosáhnout velmi dobré spotřeby – ovšem za cenu nižší přilnavosti (tvrdší směs pneumatiky) a tedy horších jízdních vlastností a bezpečnosti.Nebo je možné dosáhnout vynikající ovladatelnosti a bezpečnosti, tedy použít měkčí směs na pneumatiku, ale v tu chvíli stoupá spotřeba.
Analogie cen za formu a za výstřik
Je možné udělat velmi levnou formu, ale cena formy se může projevit v delším výrobním cyklu, rozhodně se projeví vyššími náklady na údržbu, horšími vstřikovacími parametry a nemožností ovlivnit tak dobře parametry cyklu a výlisku. Technologické okno pro nastavování bude menší. Celkově tedy nižší cena formy musí vést a také v technické praxi vede na celkově vyšší cenu plastového dílu. Druhá varianta je, již od začátku optimalizovat cenu plastového výlisku a připlatit za formu tak, aby splňovala dlouhodobě co nejkratší cykly a minimum požadované údržby. Je potřeba si uvědomit, že údržba se pohybuje ve třech oblastech:
1. Reaktivní – nejdražší
2. Preventivní – většinou vychází výrazně levněji než reaktivní údržba
3. Prediktivní – optimální varianta
Velmi výrazným vstupním faktorem pro rozhodování o ceně formy je fakt, že cena formy vstupuje do ceny výlisku cca 15-30%, jak je vidět na následujících grafech.
Druhá velmi důležitá varianta je, že vstupní materiál pro výrobu formy – pozor kvalitní vstupní materiál – stojí všude přibližně stejně a není možné zde ušetřit výrazné procenta z celkové ceny formy. Ušetřit na nákupu sice lze, ale za cenu nekvalitního materiálu, nebo nedostatečného tepelného zpracování, tzn. bude se jednat o měkkou formu.
Dalším výrazným vstupním faktorem jsou hodiny potřebné na obrábění. Je naivní si myslet, že stroj v Číně, nebo Indii pojede o 30% rychleji. Z technické praxe všichni víme, že takto to nefunguje. Čas potřebný na obrábění je všude přibližně stejný. Zde hraje rozhodující roli cena hodiny stroje (pořizovací hodnota) a potažmo tedy i pracovníka, včetně jakosti-tvrdosti obráběného materiálu. Jak bylo řešeno na přednášce pana Lubomíra Zeman na konferenci SVOBODA 2012 – přednáška formy z Číny – mzdová úroveň v asijských zemích dotahuje a v mnoha případech už dosáhla stejné výše, jako jsou mzdové náklady v ČR.
 Jak vypadá rozložení vstupních podílů jednotlivých částí do ceny formy? Jak vypadá rozložení vstupních podílů jednotlivých částí do ceny formy?Podíl ceny formy na jednoduché krabičce – kalkulováno na 300.000 kusů (graf 1). Podíl ceny formy pro složitý výrobek (sací hubice vysavače) - kalkulováno na 250.000 kusů.Čím vyšší počet zdvihů (větší počet výlisků) tím menší je podíl formy na ceně výlisku.Pouhou změnou parametrů (počet výlisků u krabičky) se změní procentuální vstup formy do výlisku. Kalkulováno se stejnou cenou formy na 1.000.000 výlisků se podíl formy odpovídající tomuto počtu změní z 22,7% na podíl odpovídající 8,1% vstupu do ceny výlisku (graf 2).Základní otázka tedy zní, jak přesvědčit klienta, že firma umí udělat lepší a produktivnější formu s minimálním navýšením? |
Co přináší systém CalcMaster?
V tomto případě přicházína řadu unikátní expertní systém CalcMaster, který umožňuje velmi rychle vykalkulovat cenu formy. Tento systém nabízí ucelenou kalkulaci nejen ceny formy, ale nabízí mnohem víc. Jedná se hlavně o tyto parametry:
 • Časová hodnota výroby formy, rozdělená na jednotlivá pracoviště, včetně vstupů materiálu (zde je velmi významná možnost upravit technologické parametry na strojní vybavení nástrojárny) • Nejekonomičtější počet dutin v závislosti na požadovaném počtu výlisků • Vstřikovací cyklus výlisku – jedná se o optimální parametry, které je možné ve většině případů zkrátit • Kompletní nákladová cena výlisku, včetně balení, dopravy a režie THM. |
Nákladová cena formy
Pro vyhodnocení nákladové ceny formy se využije expertní systém. Vychází přitom z rozhodujících kritérií, jako je například produktová geometrie, tolerance, poměr povrchů, druh vtokových a vyhazovacích zařízení, mechanismů, chlazení, čelisti atd. Jsou přidány kritéria pro výrobu dutin, základního rámu formy a pod. a program vypočítá celkový počet hodin výroby, konstrukce, hodiny a další náklady na materiál, kalení, horké trysky, standardní části apod., a poté celkovou nákladovou cenu formy. Při změně počtu dutin, program vypočítá velmi rychle novou alternativu nákladové ceny.Tato nákladová cena se následně s pomocí dalších vypočtených hodnot, opraví metodou postupných kroků. Analýzy nákladů na hodiny a podíly jednotlivých nákladů lze zobrazit graficky.
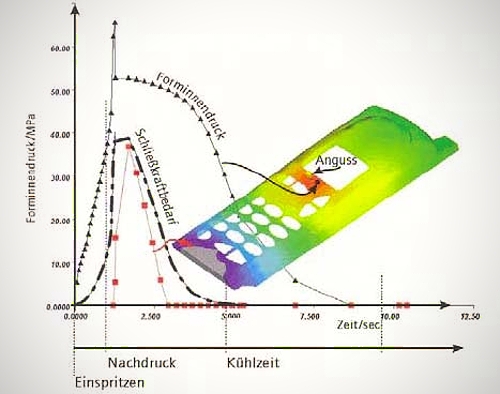 |
| 3 – Grafické znázornění optimální doby chlazení |
Vstřikovací tlak, uzavírací síly a doby cyklu
V tomto menu můžeme pomocí matematické analýzy, spočítat všechna data pro vstřikování. Při použití vstupních hodnot pro výrobek a použité plasty jsou vypočteny všechny parametry, přičemž se používá reologických dat z databáze. Pro zadání teploty zpracování jsou použity hodnoty, které jsou doporučeny dodavatelem plastů. Tyto hodnoty jsou automaticky převzaty z databáze a lze je následně upravovat. Vstřikovací tlak a uzavírací síly jsou kalkulovány v různých vstřikovacích časech v závislosti na štíhlostním poměru, tj poměru délky toku taveniny k tloušťce výstřiku.Vstřikovací časy jsou vybrány z programu CalcMaster a závisí na tloušťce stěny výstřiku. Po výpočtu doby chlazení se doba cyklu počítá a zobrazuje v detailu, kde mohou být použity další korekce a vyhodnocení. U výrobků s tlustými stěnami, u nichž ve většině případů vnitřní jádro produktů nemusí být ochlazeno na teplotu odformování – můžete vybrat optimální dobu chlazení z grafu (4) průběhu teploty ve vztahu k celkové tloušťce stěny pro 5 variant doby chlazení. S využitím grafu teplotní křivky můžete zvolit správný čas odformování.
 |
| 4 - Graf závislosti teploty na síle stěny |
Ekonomický počet dutin
Stanovení optimálního počtu dutin formy není tak jednoduché, jak se může zdát. CalcMaster je rozhodně vhodným nástrojem pro jejich vyhodnocení. S využitím již vypočítané ceny formy, doby cyklu, uzavírací síly, velikosti vstřikovacího stroje a nákladové ceny produktu, program vypočítá nejúspornější počet dutin. Graf dává jasný přehled, na jehož základě je možné provést konečné rozhodnutí a udělat si jasnou představu o cenách. S pomocí těchto informací je možné dopočítat a upřesnit cenu formy a cenu výrobku na optimálně zvolený počet dutin.
Nákladová kalkulace ceny produktu
Při výpočtu nákladové ceny je nutné zohlednit všechny aspekty. Materiálové náklady ovlivňují suroviny, barviva a ostatní přísady. Doplňkové díly a skladování materiálu je možné vyhodnotit samostatně. Náklady vstřikovacího stroje jsou určovány velikostí stroje a uzavírací silou. Celkové strojové náklady jsou potom určeny pomocí sazeb stroje a vypočteného cyklu.Strojové sazby jsou nabídnuty v tabulce
v samostatném okně a stačí, abyste vybrali vhodnou volbu z této tabulky. Dále můžete vložit cenu práce, režijní náklady a náklady na změnu formy. Na vypočtené výrobní náklady se přidává faktor selhání - zmetkovitost. Další obecné náklady, jako je úprava, doprava a balení jsou počítány zvlášť. Na konci výpočtu se uplatní slevy, provize a zisky. Nákladová cena se počítá pro 100 kusů produktu, a je uvažována bez amortizace formy. Nakonec jsou doplněny některé obecné informace, jako je celkový obrat, požadované množství materiálu, celková doba výroby, atd. Pro lepší odhad lze nákladové ceny zobrazit graficky.
Co přináší systém CalcMaster
• Nákladové ceny + detailní rozpis hodin
• Výpočet celkových nákladů formy s vyhodnocením
• Výpočet celkových upravených nákladů formy
• Výpočet podrobného rozpisu hodin pro konstrukci
• Výpočet kompletní podrobné skladby celkových hodin
• Export všech dat do reportu (Automobilový průmysl) ve formátu MS Exel
Včetně:
• Výrobních hodin dutin
• Výrobních hodin základního rámu formy
• Výrobních hodin pro nastavení/ vzorkování
• Počet hodin pro programování strojů
• Počet hodin na technologickou přípravu výroby
• Celkový počet hodin nástrojárny
• Počet hodin pro konstrukci forem a výkresovou dokumentaci
• Náklady na materiál formy a jeho úpravy (tepelné zpracování)
• Náklady na základní rám formy
• Náklady na standardní díly
• Celkové náklady na systém horkých trysek
• Náklady na zkoušky, ověření, implementaci formy, poprodejní náklady a ziskové marže.
 Jak expertní systém CalcMaster pracuje? Pro ukázkovou kalkulaci použijeme model krabičky, z materiálu PP, celkový počet výlisků během 5ti let bude 1.000.000 kusů, s náběhovou křivkou kulminující ve třetím roce provozu formu s požadavkem 500.000 výlisků za rok. Prvním vstupem je v optimální variantě 3D model. Data lze zadat i z 2D výkresu, ale tento vstup je delší a vyžaduje vyšší technické znalosti. |
Systém sám najde a „rozjede“ dělící rovinu. Tuto rovinu lze samozřejmě upravovat a orientovat libovolně dle požadavku.Po přenesení do kalkulace je nutné zkontrolovat parametry zadání a doplnit informace, které systém z principu věci nemůže znát. Dále je potřeba se rozhodnout, jakou má nástrojárna k dispozici technologii a co nejlépe nastavit parametry technologie tak, aby byla zaručena maximální efektivita procesu. Tzn. formu chtějí vyrobit všichni co nejlépe, co nejrychleji a zároveň je nutné na ní vydělat.
| Jak moc ovlivňují cenu parametry vstupů, je možné velmi jednoduše ukázat právě na této kalkulaci. Systém výpočtu bude probíhat na stejných vzorcích a stejné databázi. Budeme měnit parametry vstupu, sledovat jak nám tyto vypočtené informace vstupují do ceny výlisku a zkusíme odhadnout tak naprosto nepředpověditelnou věc, jako je cena údržby.Díky použitému matematickému modelu jsou tyto kalkulace průkazné a pravdivé. Je nutno si uvědomit, že každá firma má rozdílně postavenou technologii a jinou úroveň hodinových sazeb. Je možné, že takto kalkulovaná forma nemusí odpovídat konkrétní nástrojárně, ale vždy bude platit poměr zkalkulovaných cen. |  |
Díky jednotnému kalkulačnímu modelu se může teoreticky lišit cena formy a projektu o nějakou hodnotu jak finanční, tak i časovou a hlavně se kalkulace liší v kontrolingu, testování a doplňkových vícepracích. Obecně ale takto koncipovaný výpočet dokáže naznačit, jak se bude měnit cena formy v rámci kvality a jak se bude měnit cena výlisku a jaké faktory to budou ovlivňovat.
Abychom dokázali vypočítat cenu výlisku, musíme zkalkulovat také délku cyklu. Determinující pro délku cyklu bude tloušťka stěny přes žebra – nožičky, na obrázku (5) označeno červenými šipkami. Tam je prochlazovaný materiál o tloušťce 2,8mm. Zkusíme se tedy podívat i na hodnotu chlazení a to, jak se s tímto dá výrobou - a tedy cenou formy - ovlivnit cyklus (4).
 | |
| 5 - Determinující šířka stěny a výlisku |
Při kalkulaci cen se ukázalo, že rozptyl s TOP špičkové kvality, formy proti nejlevnější formě byl v tomto případě od 21.000€/komplet forma po 16.000€/komplet forma.
Rozdíl této vstupní ceny formy se na ceně výlisku projevil cca 0,06Kč.
Ovšem rozdíl v údržbě byl od minimálních nákladů (top kvalita, dražší forma) až po cca 3násobek ceny formy u nejlevnějšího provedení.
Nepříliš překvapivým zjištěním tedy bylo, že šetřit na formě se prokazatelně nevyplácí a každá ušetřený koruna na vstupu se vrátí jako vícenáklad pří údržbě více než 3x. Cena prostojů a neplnění termínů nebyla vyčíslena.
- autor:
- Ing. Jan Svoboda
-

JAN SVOBODA s.r.o.
Komplexní dodávky polotovarů pro formy na plasty, nástroje na lisování plastů a lehkých kovů, obráběcí nástroje, temperační zařízení, regulátory teploty.
- www.jansvoboda.cz
- Březinova 25, Brno
Mohlo by vás také zajímat
-

Společnost Nordson EFD uvádí na trh nové tříosé automatické systémy pro dávkování kapalin
- 26.04.2024
- Stroje, přístroje a zařízení
- Dávkovače
- Robotizace
Společnost Nordson EFD, člen koncernu Nordson (NASDAQ: NDSN) a přední výrobce systémů pro přesné dávkování kapalin, s hrdostí oznamuje uvedení nové řady automatických zařízení pro dávkování kapalin GVPlus a PROX. Obě robotická řešení se zaměřují na pohyb, pracovní prostor, opakovatelnost, užitečné...
-

Objevte efektivní řešení pro velkokapacitní balení potravin s PENTA - servis s.r.o.
- 24.04.2024
- Stroje, přístroje a zařízení
- Balení
V dnešní době uspěchané společnosti, kde lidé neustále hledají způsoby, jak ušetřit čas a zároveň si užívat kvalitní jídlo, se hotová jídla a jídlo balené do krabiček stávají stále více populárními. Tento trend vyžaduje, aby se potravinářský průmysl přizpůsobil rostoucí poptávce a zvýšil svou...
-

Společnost FIMIC se na veletrh NPE 2024 vrací s řadou zajímavých novinek.
- 23.04.2024
- Plastové obaly
Od roku 2018 společnost FIMIC vyvíjí technologie nabízející širokou škálu automatických filtrů taveniny a do svého produktového portfolia zařadila šnekové čerpadlo SPA, které je k dispozici ve třech různých velikostech pro snadnou přepravu plastové taveniny bez použití převodů, které lze umístit...
-

Test otěru papírových a plastových fólií od společnosti Shimadzu
- 22.04.2024
- Služby
- Kontrola kvality
- Testování plastů
Shimadzu je společnost, která vyrábí nejširší sortiment přístrojů pro instrumentální analýzu, testování materiálů a vědy o živé přírodě. Tentokrát přináší testování tření papírových/plastových fólií podle norem DIN 53375 / ISO 8295 / ASTM...
-

Efektivní přenos energie pomocí infračervených zářičů od Excelitas Noblelight GmbH
- 19.04.2024
- Stroje, přístroje a zařízení
- Povrchové úpravy
Přestřiky na plastových komponentech narušují další zpracování. Pokud se přestřikem na plastových komponentech nelze vyhnout, musí se jednoduše a opakovaně odstranit. Na výstavě Fakuma ve Friedrichshafenu společnost Heraeus Noblelight ukázala možnosti, které nabízejí moderní infračervené systémy...
-

ALFA CHROM servis s.r.o.: Váš partner pro opravy a úpravy forem a strojních součástí
- 17.04.2024
- Vstřikovací formy
- Servis vstřikovacích forem
V roce 1991 byla založena společnost ALFA CHROM servis s.r.o., která poskytuje špičkové služby v oblasti galvanického pokovování. Začínali jsme s tvrdými chromovými povlaky na formách a strojních součástech, ale postupem času jsme zjistili, že naše dovednosti a technologické znalosti mohou sloužit...
-

Radiačně zesítěné plasty místo kovu
Levná a jednoduchá výroba robustních komponentů. Vysokoenergetické záření může zlepšit mechanické, tepelné, chemické a tribologické vlastnosti plastů do té míry, že mohou v některých aplikacích nahradit...

-

WITTMANN Competence Days 2024 - Žijeme vstřikováním.
Ve dnech 19. a 20. června tohoto roku Vás skupina WITTMANN zve na své Competence Days 2024 ve Vídni v MARX HALLE. Pod heslem "Žijeme vstřikováním" nabídnou hostům odborné přednášky se zaměřením na digitalizaci a zajímavé...
-

motan Group: Bezpečné, stabilní a čisté výrobní procesy
Skupina motan Group zavádí speciální produkty MED, které podporují shodu s regulačními požadavky.Zdravotnické výrobky jsou navrženy pro velmi dlouhou stabilitu a kontinuitu. Trh zdravotnické techniky je považován za stabilní a odolný vůči...
-

Odevzdejte stará plastová okna na sběrných místech LB Plast s.r.o.
Jak se zbavit starých plastových oken? Společnost LB Plast s.r.o. se rozhodla tento věčný problém řešit při rekonstrukcích a modernizacích budov ve spolupráci se svým partnerem Zberné suroviny Žilina a.s. a dalšími firmami provozujícími sběrné...



Plastikářský slovník
