

- ŕvod
- Odbornť ŤlŠnky
- Horkť trysky Thermoplay (ŤŠst 2.)
Horkť trysky Thermoplay (ŤŠst 2.)

ZŠkladnŪ ķloha systťmý horkżch trysek je pÝivŠdžt roztavenż, tedy ěivż materiŠl, co nejblŪěe k vżlisku a tŪm zkracovat cyklus, sniěovat spotÝebu materiŠlu a zvedat kvalitu vżlisku. Aby bylo tohoto dosaěeno, je nutnť mŪt instalovanż dostateŤnż tepelnż vżkon, kterż postaŤŪ k roztavenŪ zbytkovťho ztuhnutťho plastu pÝi nŠbžhu formy, a kterż je schopen pruěnž kompenzovat ztrŠtu tepla ze systťmu.
Rozdíl mezi tryskou Ýad F a tryskou Ýady D
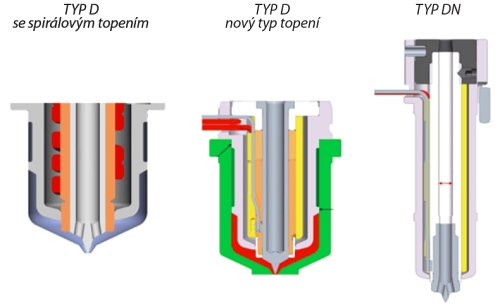
Tryska typu F
Tato tryska má dvouvrstvou architekturu s izolaŤními body v kritických místech. VnitÝní tžlo je vyrobeno z kvalitní oceli s vynikající tepelnou vodivostí. Tato kvalitní jádro umoěÚuje velmi rovnomžrné rozloěení tepla po celé délce trysky s minimálním návinem topného drátu. Ocelové tžlo je vloěeno do hlaviŤky z oceli se vzduchovou izolaŤní dutinou s vynikajícími izolaŤními a mechanickými vlastnostmi. Díky tomu je minimalizován odvod tepla pÝes stÝedící a dosedací plochu hlaviŤky, která drěí jak axiální, tak i laterální tlaky systému. Odvod tepla pÝes hlaviŤku do zástavbové desky je moěné dále sníěit pomocí titanových usazovacích krouěký. Tato varianta je pro nžkteré typy materiálý dokonce nutná.
Na druhé stranž je do tžla trysky našroubovaná špiŤka. ŠpiŤka je koncipovaná jako dvou komponentní. VnitÝní Ťást, kterou protéká plast, musí mít vynikající vedení tepla tak, aby se zabránilo zamrzání plastového materiálu ve vstÝikovacím otvoru. Naopak dotyk špiŤky, tzn. její tžsnící prýmžr je vyrábžn z titanu, aby se zmenšil odvod tepla proudžním. Jedná se o pÝestup tepla na rozhraní tžsnícího prýmžru do sedla trysky, tedy do desky formy. Takto vnesené teplo dokáěe i pÝes velmi kvalitní izolaci nakumulovat do desky v okolí vstÝikovacího otvoru tolik vneseného tepla, ěe plastový výlisek mýěe být teplotnž degradován.
Aby se pÝedešlo kumulaci tepla v této oblasti, zaÝadila firma Thermoplay do své standardní nabídky chlazená pouzdra. Vloěením tohoto kaleného pouzdra do formy se zajistí pravidelný a rovnomžrný odvod tepla z oblasti špiŤky trysky a zamezí se kumulaci tepla v oblasti vstÝikovacího otvoru. Díky tomu je homogenní rozloěení tepla v trysce a jejím nejbliěším okolí a zamezuje se teplotním výkyvým, díky Ťemuě je moěné dosahovat stabilnžjšího vstÝikovacího procesu a kratšího cyklového Ťasu. ZároveÚ se tím eliminuje povžra „malý vstÝikovací bod = malý zýstatek po vtoku“.
Velmi zajímavá se v technické praxi ukázala také moěnost vyjiskÝit okolo tžsnící Ťásti izolaŤní thermal cut. »esky je tato moěnost romanticky nazývána pro svýj tvar „izolaŤní cimbuÝí“ Tato moěnost je obecnž doporuŤována pro vstÝikování kritických materiálý, ale rozhodnž napomýěe dosáhnout stabilnžjší vstÝikovací proces bez výkyvý teplot pÝi pouěití pro jakýkoliv materiál.
TÝetí varianta, jak zrovnomžrnit homogenitu tepelného pole na špiŤce, je vloěení speciální vloěky pro rychlou zmžnu barvy. Technická praxe ukázala, ěe toto sekundární nasazení (primárnž byla tato vloěka vyvíjena za jiným úŤelem), dokáěe vyÝešit problémy zamrzání, nebo naopak tahání vlasý ve vstÝikovacím otvoru. Tato varianta se ovšem pouěívá pouze jako nouzová varianta pro jiě hotové formy, kde nelze vloěit ani chladící pouzdro, nebo dodžlat „izolaŤní cimbuÝí." Tuto variantu rozhodnž nelze doporuŤit jako primární volbu pro Ýešení problému, jiě z dývodu moěného abrazivního opotÝebení vloěky. Praxí byla ovžÝena ěivotnost této vloěky pro plnžné materiály nepÝesahující cca 500.000 zdvihý. Pro standardní neplnžné materiály je tato vloěka bez omezení ěivotnosti.
|
 Tžsnící oblast špiŤky musí být navíc mechanicky velmi odolná. Sedlo trysky pro tuto Ťást je sice standardnž pÝedepisováno jako broušené, ale fyzicky se velmi Ťasto pouze vyjiskÝí. V tu chvíli dochází pÝi natápžní a chládnutí trysky k jejímu pohybu nahoru a dolý a vyjiskÝená plocha pýsobí jako perfektní pilník (1). Na tžsnícím prýmžru se zaŤínají objevovat svislé rýhy, pÝes které unikají plynné molekuly plastového materiálu. V tu chvíli dochází ke dvžma jevým. První z nich je bžěnž pozorovaná sedimentace plastového materiálu na tžle trysky a na rozvodném bloku. Díky tomu se hmota horkého systému zaŤíná blíěit vlastnostmi smžrem k Ťernému tžlesu, dochází k rozkolísání teplot na horkém systému a tím i k znaŤnému ovlivÚování stability vstÝikovacího procesu.
Tžsnící oblast špiŤky musí být navíc mechanicky velmi odolná. Sedlo trysky pro tuto Ťást je sice standardnž pÝedepisováno jako broušené, ale fyzicky se velmi Ťasto pouze vyjiskÝí. V tu chvíli dochází pÝi natápžní a chládnutí trysky k jejímu pohybu nahoru a dolý a vyjiskÝená plocha pýsobí jako perfektní pilník (1). Na tžsnícím prýmžru se zaŤínají objevovat svislé rýhy, pÝes které unikají plynné molekuly plastového materiálu. V tu chvíli dochází ke dvžma jevým. První z nich je bžěnž pozorovaná sedimentace plastového materiálu na tžle trysky a na rozvodném bloku. Díky tomu se hmota horkého systému zaŤíná blíěit vlastnostmi smžrem k Ťernému tžlesu, dochází k rozkolísání teplot na horkém systému a tím i k znaŤnému ovlivÚování stability vstÝikovacího procesu.Druhá vžc, která se zaŤne u takto poškozené trysky projevovat je mikrokavitace na odvrácené stranž tžsnící plochy. Unikající plyn, strhávající ŤásteŤky plastu je na stranž pÝedkomýrky pod tlakem. Pod tlakem je i pÝi unikání pÝes tžsnící plochu. Jakmile se dostane do volného prostoru, na druhé stranž tžsnící plochy, dojde k extrémnž rychlé expanzi plyný a ta, spolu s agresivními ŤásteŤkami plastového materiálu zapÝíŤiní mikro kavitaci, která rozšiÝuje vzniklé svislé poškození. Proto jsou pozorovány trychtýÝovité rozšíÝení na horní stranž svislé Ťáry poškození. Tímto samozÝejmž dochází k urychlení degradace tžsnící plochy a je nutné jak vymžnit špiŤku, tak opravit poškozené sedlo tžsnícího prýmžru trysky.
Návin topení je kvýli dilataŤní spáÝe potÝebné pro funkci nabalovacího efektu nutno realizovat jinak. Odvedení topného drátu z Ťásti od špiŤky je podíl dilataŤní spáry. Topný drát je navinutý hustžji u zaŤátku trysky – tzn. u její hlavy, pak se návin rozvolÚuje, aby se zbyteŤnž nepÝehÝívala stÝední Ťást trysky, a opžt se zahušĚuje u spodní Ťásti trysky u špiŤky. Zde je nutné nejen vytopit špiŤku, která je z principu mimo návin topení, ale navíc je nutné eliminovat tepelné ztráty zpýsobené pÝestupem tepla pÝes dotyk tžsnící plochy špiŤky.
Tryska typu D
 Tento typ trysky (2) je specifická tÝívrstvou architekturou. K dvžma vrstvám, stejnž jako u trysky typu F, se navíc pÝidává plášĚ, který kryje celé topení od špiŤky, aě k hlaviŤce. HlaviŤka trysky prodžlala bžhem vývoje tohoto typu trysky konstrukŤní zmžny a celá hlava trysky byla zvýšena. Tím se dosáhlo nejen lepší moěnosti poskládat kabely do prostoru mezi hlavami trysek a tím zlevnit konstrukci formy, ale navíc bylo umoěnžno vyrobit kryt trysky se dvžma tžsnícími Ťleny, pro vyšší bezpeŤnost provozu. Díky tÝívrstvé architektuÝe bylo dosaěeno niěších provozních pÝíkoný na trysce a omezeny ztráty tepla jak vedení a proudžním, tak i sáláním. Tento typ trysky (2) je specifická tÝívrstvou architekturou. K dvžma vrstvám, stejnž jako u trysky typu F, se navíc pÝidává plášĚ, který kryje celé topení od špiŤky, aě k hlaviŤce. HlaviŤka trysky prodžlala bžhem vývoje tohoto typu trysky konstrukŤní zmžny a celá hlava trysky byla zvýšena. Tím se dosáhlo nejen lepší moěnosti poskládat kabely do prostoru mezi hlavami trysek a tím zlevnit konstrukci formy, ale navíc bylo umoěnžno vyrobit kryt trysky se dvžma tžsnícími Ťleny, pro vyšší bezpeŤnost provozu. Díky tÝívrstvé architektuÝe bylo dosaěeno niěších provozních pÝíkoný na trysce a omezeny ztráty tepla jak vedení a proudžním, tak i sáláním. |
Srovnání trysek
Jak je vidžt, obž varianty mají spoleŤné rovnomžrný rozvod tepla po celé délce trysky, jednoduchou údrěbu a perfektní vymžnitelnost špiŤek, topení a Ťidel.
 |
Trysky Ýady F mají minimalizovaný zýstatek plastu v pÝedkomýrce, jsou vhodné na pouěití do HotHalfu koncipovaného na výmžnu náhradních dílý na stroji.
Trysky Ýady D mají jednodušší a levnžjší zástavbu, niěší provozní pÝíkony a dvojí tžsnžní proti úniku plastu do prostoru rozvodné desky. Jsou vhodné pro vícedutinové formy s velmi tžsnž rozloěenými dutinami. Díky plastové izolaŤní ŤepiŤce se zmenšuje tepelné ovlivnžní plastového dílu. PÝíkon trysky zýstává opticky na stejných hodnotách, z dývodu rychlého nábžhu systému do provozní teploty. PÝíkon je nutný pro rychlé natopení systému a roztavení zbytkového plastu v prostoru horkého systému po odstavení.
1. Ťást Ťlánku ZDE »
- autor:
- Ing. Jan Svoboda
-

JAN SVOBODA s.r.o.
KomplexnŪ dodŠvky polotovarý pro formy na plasty, nŠstroje na lisovŠnŪ plastý a lehkżch kový, obrŠbžcŪ nŠstroje, temperaŤnŪ zaÝŪzenŪ, regulŠtory teploty.
- www.jansvoboda.cz
- BÝezinova 25, Brno
Mohlo by vŠs takť zajŪmat
-

HASCO slavŪ 100 let: stoletŪ postavenť na obžtavosti naöich lidŪ
Dne 22. Ťervna 2024 se pÝŪmo v sŪdle spoleŤnosti v LŁdensche-idu konala oslava plnŠ radosti a vzpomŪnek. Na mŪstž, kde se bžěnž vyvŪjejŪ, navrhujŪ, vyrŠbžjŪ a balŪ komponenty, se seöli zamžstnanci a bżvalŪ zamžstnanci, aby spoleŤnž oslavili stť vżroŤŪ zaloěenŪ spoleŤnosti...
-

MezinŠrodnŪ strojŪrenskż veletrh 2024 s novou technologickou expozicŪ i rozöŪÝenou prezentacŪ 3D tisku
MezinŠrodnŪ strojŪrenskż veletrh opžt soustÝedŪ na jednom mŪstž inovace, kterť posouvajŪ prýmyslovou vżrobu do novť ťry. NejvžtöŪ stÝedoevropskŠ pÝehlŪdka prýmyslovżch technologiŪ se letos uskuteŤnŪ na brnžnskťm vżstaviöti od 8. do 11. ÝŪjna...
-

Revoluce ve velkoformŠtovťm 3D tisku: Od nŠbytku po stavebnŪ prýmysl
- 22.07.2024
- Sluěby
- 3D Filamenty
- 3D technologie
Svžt 3D tisku zaěŪvŠ vzruöujŪcŪ vżvoj, neboĚ stroje pro velkoformŠtovż 3D tisk jsou nynŪ vŪce rozöŪÝenť a cenovž dostupnť neě kdy jindy. Tento vżvoj otevŪrŠ nepÝebernť mnoěstvŪ moěnostŪ a aplikacŪ, kterť posouvajŪ hranice toho, co je moěnť vytvoÝit a vyrobit. DŪky klesajŪcŪm cenŠm a rostoucŪmu...
-

Spolehlivż partner v oblasti vstÝikovŠnŪ plastý - TRISPOL, Ing. Frantiöek AdŠmek
SpoleŤnost TRISPOL, Ing. Frantiöek AdŠmek, je specialistou na vstÝikovŠnŪ plastý a vżrobu plastovżch vżrobký, forem pro vstÝikovŠnŪ plastý, lisovacŪch nŠstrojý a profesionŠlnŪ 3D...
.jpg)
-

Ing. LubomŪr Zeman: Udrěitelnż rozvoj a recyklace plastý 4. ŤŠst
Ing. LubomŪr Zeman, odbornŪk v oblasti vstÝikovŠnŪ plastý, autor mnoha publikacŪ, pÝedstavuje svýj odbornż ŤlŠnek o udrěitelnťm rozvoji a recyklaci, kterť minimalizujŪ negativnŪ dopady souŤasnťho vżvoje lidskť spoleŤnosti. ZŠvžreŤnŠ ŤtvrtŠ ŤŠst je vžnovŠna chemickť recyklaci plastý a zŠvžru...
-

ŕspžönż WITTMANN Competence Days 2024
Pod heslem "éijeme vstÝikovŠnŪm" pozvala skupina WITTMANN svť zŠkaznŪky a partnery na akci, kterŠ se konala 19. a 20. Ťervna ve vŪdeÚskť hale MARX HALL. PozvŠnŪ pÝijalo vŪce neě 1 000 hostý, kteÝŪ se zķŤastnili zajŪmavżch odbornżch prezentacŪ, prohlŪdek a seznŠmili se s produktovou nabŪdkou skupiny...
-

arburgSOLUTIONworld: KlŪŤ k digitŠlnŪ transformaci ve vżrobž plastý
- 12.07.2024
- Automatizace
- DigitŠlnŪ tovŠrna
ZvżöenŪ efektivity a snŪěenŪ nŠkladý na vżrobu plastý pomocŪ digitŠlnŪ platformy arburgSOLUTIONworld! Naöe inovativnŪ technologie pro digitalizaci a automatizaci vŠm pomohou pÝekonat nedostatek kvalifikovanżch pracovnŪký a zŠroveÚ snŪěit nŠklady na energie. Objevte vżhody naöŪ digitŠlnŪ platformy...

-

Haitian Open Days 2024: PropojenŪ technologie a vize se spoleŤnostŪ Mapro
Ve dnech 25. aě 27. Ťervna 2024 se bavorskť mžsto Ebermannsdorf promžnilo v centrum technologickżch inovacŪ dŪky velkolepť akci Haitian International Germany 2024 Open Day, kterŠ oslavovala ķspžchy spoleŤnosti Haitian v oblasti technologickżch inovacŪ a prýmyslovżch...
-

Ing. LubomŪr Zeman: Udrěitelnż rozvoj a recyklace plastý 3. ŤŠst
Ing. LubomŪr Zeman, odbornŪk v oblasti vstÝikovŠnŪ plastý, autor mnoha publikacŪ, pÝedstavuje svýj odbornż ŤlŠnek o udrěitelnťm rozvoji a recyklaci, kterť minimalizujŪ negativnŪ dopady souŤasnťho vżvoje lidskť spoleŤnosti. TÝetŪ ŤŠst je vžnovŠna zpracovŠnŪ plastý. Na Ťtvrtż dŪl se mýěete tžöit 5....
-

ECT, s.r.o.: VŠö spolehlivż partner pro kvalitnŪ regranulŠty a prime/NTP materiŠly
SpoleŤnost ECT, s.r.o. je renomovanżm dodavatelem plastovżch regranulŠtý a Prime/NTP materiŠlý s dlouholetou tradicŪ a zŠvazkem k poskytovŠnŪ produktý nejvyööŪ kvality. Naöe nabŪdka zahrnuje öirokť spektrum materiŠlý, kterť splÚujŪ i ty nejvyööŪ poěadavky naöich...

PlastikŠÝskż slovnŪk
