

- Úvod
- Odborné články
- Řešení nerovnováhy v systému hořkých vtoku
Řešení nerovnováhy v systému hořkých vtoku

Rovnováha systémů hořkého vtoku je Součástí návrhu vstřikovacího systému. Firma Thermoplay zaručuje, že její systémy hořkého vtoku jsou vždy vyvážený, a to platí Rovněž u mnohodutinových vstřikovacích systémů.
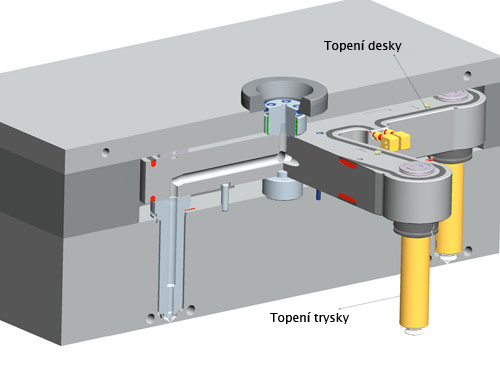
Pro každý typ rozvodných kanálů se navrhuje správný tvar topení, aby vyhřívání bylo homogenní na celém povrchu rozvodného kanálu a kolem plochy trysky. Kromě toho provozní principu topných prvků trysek, zaručuje rovnoměrnou distribuci tepla podél trysky, což zajišťuje identickou a konstantní teplotu na celém vstřikovacím systému. Aby se zajistila rovnováha vstřikovacího systému během provozu, vyžaduje se dobrá úprava formy tak, aby všechny dutiny měly stejnou teplotu.
 |
Nehledě na výše uvedené úvahy, problémy s nevyvážeností můžou nastat i v jiných specifických případech, volba řešení pak závisí na typu problému, který určuje nerovnováhu.
Opakující se problémy s nevyvážeností jsou způsobeny vlivem různých hmotností plněných dílů ve stejné formě nebo lisováním dílů s velkými rozměry, popřípadě různými tloušťkami, které vyžadují více vstřikovacích bodů do stejné dutiny. V těchto případech se studuje problém a před stanovením konečného designu se provádí se kontrola rovnováhy systému pomocí specifického softwaru simulací plnění, který vypočte správný kanál a velikosti trysek.
 |
Typ materiálu:
Texin 985 [TPU]
Teplota formy: 40 [°C]
Teplota vstřikování: 210 [°C]
Zákazník: Alba for Craftech, Anheim, CA
Systém horkého vtoku: č. 4 F16086-A-1 tryska + č. 2 F16076-A-1 tryska
Dutina + rozměr trysky: 27 [cm3]
Hustota materiálu: 1.3 [g/cm3]
Celkový rozměr lisovaných dílů: 9.5 [cm3]
Sekvenční činnost ventilů se využívá v případě dílů, které mají významné rozdíly v hmotnosti, a je požadováno lisování ve stejné formě, přičemž různé velikosti kanálů jsou nedostačující pro vyvážení systému.
Velikosti kanálů pro rovnovážné plnění plastu při tlakovém vstřikování plastů
 |
Vstřikování 5 dílů se 3 různými hmotnostmi ve stejné formě za použití sekvenční činnosti ventilů. |
Průměrná tloušťka každého kusu: 2.5 mm
Objem kusu 1: 770 cm3
Objem kusu 2: 370 cm3
Objem kusu 3: 230 cm
Parametry lisování:
Polymer: PPC 5660
TOTAL PETROCHEMICAL
Teplota formy: 40°C
Teplota tavení: 230°C
Doba plnění: 2,7 s
Uzavírací trysky Thermoplay: č.16 F32146-A-3.
Jiná možná příčina nerovnováhy by mohla být zapříčiněna polohou vstřikovacích bodů, které nejsou rovnoměrně rozmístěny v rozvodném potrubí. Například proto, že dráhy toku v kanálech musí mít stejnou délku pro všechny vstřikovací body, a to by nemohlo být zajištěno jednou úrovní, v tomto případě navrhujeme další rozvodné kanály, které zajistí identické délky drah.
 |  |
V ostatních případech provádíme změnu v jednoduchém rozvodném kanálu pomocí speciálních vložek, které umožňují změnit velikost kanálů a jejich úroveň.
 |
V minulosti jsme se pokoušeli použít některou jinou metodu jako například pájené desky. Po zkušenostech s těmito deskami preferujeme využití našich zkušeností a naší technologie, aby se zabránilo potížím a vyřešily se problémy s nevyvážeností. Nikdy nepoužíváme "melt flipper" a nepoužíváme žádné další délky průtoku a nálitky, protože preferujeme různé průměry kanálů.
- autor:
- JAN SVOBODA, s.r.o
-

JAN SVOBODA s.r.o.
Komplexní dodávky polotovarů pro formy na plasty, nástroje na lisování plastů a lehkých kovů, obráběcí nástroje, temperační zařízení, regulátory teploty.
- www.jansvoboda.cz
- Březinova 25, Brno
Mohlo by vás také zajímat
-

Spolehlivý partner v oblasti vstřikování plastů - TRISPOL, Ing. František Adámek
Společnost TRISPOL, Ing. František Adámek, je specialistou na vstřikování plastů a výrobu plastových výrobků, forem pro vstřikování plastů, lisovacích nástrojů a profesionální 3D...
-

ALFA CHROM servis s.r.o.: Váš partner pro opravy a úpravy forem a strojních součástí
- 17.04.2024
- Vstřikovací formy
- Servis vstřikovacích forem
V roce 1991 byla založena společnost ALFA CHROM servis s.r.o., která poskytuje špičkové služby v oblasti galvanického pokovování. Začínali jsme s tvrdými chromovými povlaky na formách a strojních součástech, ale postupem času jsme zjistili, že naše dovednosti a technologické znalosti mohou sloužit...
-

Rozšíření portfolia PANAS Tools s.r.o. o ráže TRUTHREAD
- 12.02.2024
- Vstřikovací formy
- Servis vstřikovacích forem
Společnost PANAS Tools s.r.o. zahájila novou spolupráci se světoznámým výrobcem kalibrů TRUTHREAD, který díky svým více než 40letým zkušenostem na trhu nabízí výrobu a dodávky nejširšího sortimentu závitových a hladkých...
-

Novinky ze světa průmyslové chemie od společnosti Spectra
- 18.12.2023
- Vstřikovací formy
- Servis vstřikovacích forem
Nabídka průmyslové chemie od české společnosti Spectra se rozšířila o několik užitečných novinek, které vám představíme právě v tomto...
.jpg)
-

AS LASER WELDING – konstrukce vyfukovacích a vstřikovacích forem s pomocí CAD řešení Cimatron
S nadsázkou se označujeme jako „partner inovátorů“, protože pomáháme firmám s rychlým a efektivním vývojem, říká Marek Musil prokurista společnosti AS LASER WELDINGs.r.o. Přečtěte si rozhovor o úspěšné spolupráci společnosti AS LASER WELDING s.r.o. se společností technology-support s.r.o.,...
-

ALFA CHROM servis investuje do budoucnosti: rozšířené výrobní prostory a nové jeřáby Demag
- 15.02.2023
- Vstřikovací formy
- Servis vstřikovacích forem
„Jeřáby Demag jsou naší investicí do budoucnosti,“ říká Aleš Koutný, jednatel firmy ALFA CHROM servis. Společnost ALFA CHROM servis, která se věnuje zejména opravám forem pro automobilový průmysl, rozšířila během uplynulého roku své výrobní prostory na dvojnásobek a vybavila je dvojicí nových...
-

Mikron MILL P900: Ideální řešení pro nástrojárny a výrobce precizních dílů
- 13.02.2023
- Vstřikovací formy
- Nástrojárna
- Vstřikovací formy
Společnost GF Machining Solutions patří mezi špičkové dodavatele obráběcích strojů a řešení pro automatizaci. Zaměřuje se na výrobce forem, nástrojů a dodavatelů přesných dílů. Do své nabídky proto zařadila Mikron MILL P 900 s portálovým rámem z minerálního betonu, který vám zajistí perfektní...
-

technology-support: Konstrukce forem s pomocí CAD/CAM Cimatron ve firmě Juraj Pittner
- 05.10.2022
- Vstřikovací formy
- Rozhovory
- Vstřikovací formy
Pan Juraj Pittner se pohybuje ve světě vstřikovacích forem již 20 let a od roku 2011 má vlastní konstrukční kancelář. Před tím řadu let působil jako technolog a konstruktér v německé firmě Meinecke Formenbau GmbH. Pro svou práci využívá CAD/CAM řešení Cimatron, které je určené především do...
-

Pokročilá řešení horkých vtoků zvyšují flexibilitu a udržitelnost vstřikování
- 12.09.2022
- Vstřikovací formy
- Horké vtoky
- Vstřikovací formy
Na veletrhu K 2022, který se bude konat od 19. do 26. října v Düsseldorfu, se společnost Oerlikon HRSflow zaměří na rozsáhlou řadu horkých vtoků přizpůsobených malým hmotnostem výstřiků a na novou řadu trysek Xp pro použití v tenkostěnném...
-

Oerlikon HRSflow: Pokročilé rozhraní člověk-stroj činí ovládání horkých vtoků snazší a flexibilnější
- 04.07.2022
- Vstřikovací formy
- Horké vtoky
- Vstřikovací formy
Společnost Oerlikon HRSflow důkladně přepracovala software řídicí jednotky svých systémů horkých vtoků FLEXflow. Aktualizované rozhraní HMI (Human Machine Interface) 4.0 nyní umožňuje ještě intuitivnější a pohodlnější ovládání. Lze integrovat systémy s různými typy trysek a pro každou formu lze...


Plastikářský slovník
